
Other than weekends, I only make trips to our studio where my Thing-o-Matic lives every so often. If I get tied up with life, my 3D printing plans can fall behind. Such is the case with a project I’ve had on my plate for a few weeks now: the pico projector holder bar I talked about before. Well this past weekend my plate was empty so it was a good weekend for lots of 3D printing. I managed to get the other bracket — the actual piece that holds the pico projector — printed, modified, and printed again. And I learned some things in the process.
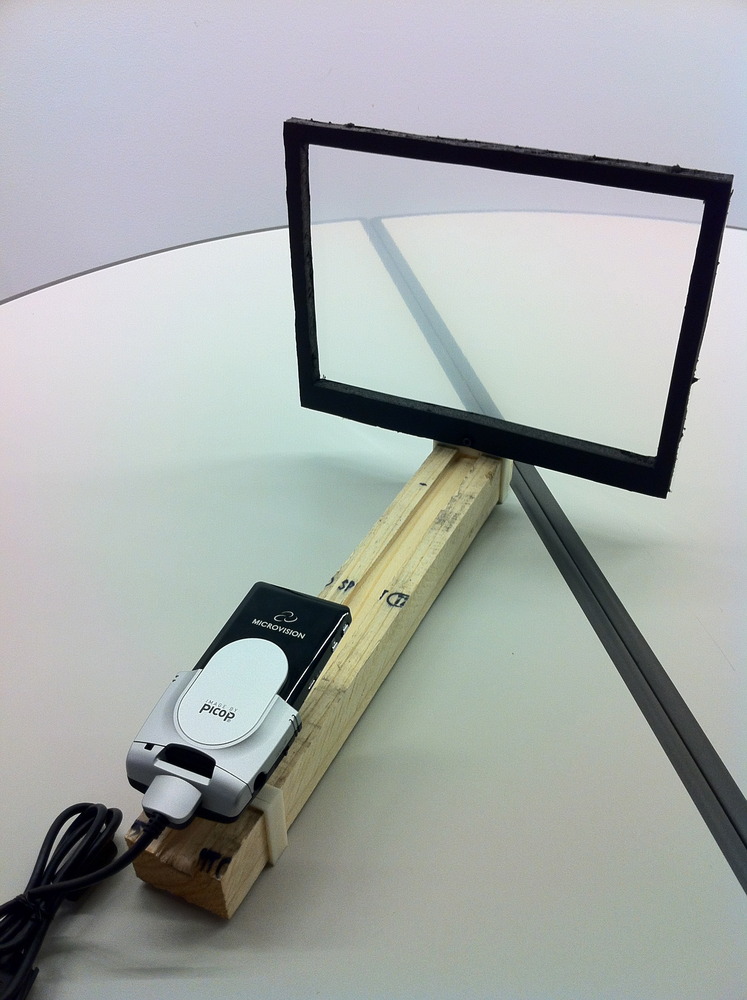
Here’s the piece in all its glory, as well as the final pieces in-situ (there are still many things to do to the overall piece before it’s really complete, but the 3D printing part is done):
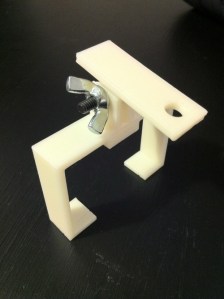

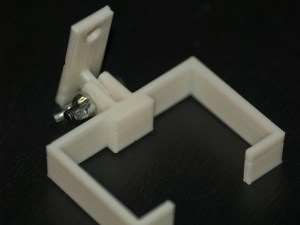



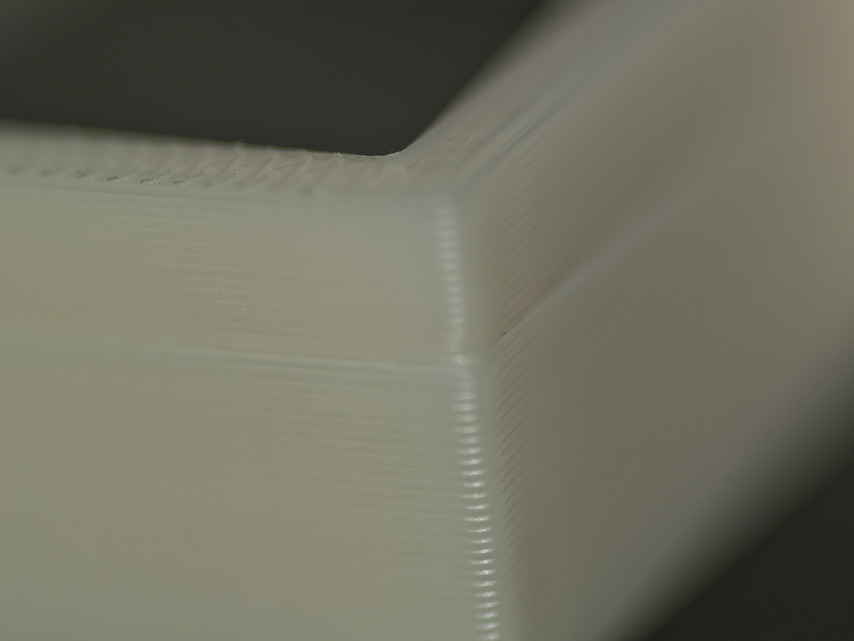
As you can hopefully tell, this bracket is made of two separate parts with a bolt and wing nut holding them together. What’s awesome is that my first instinct for the design worked as expected, allowing the bar that holds the pico projector to pivot smoothly, then locked in place. The second part that worked was finding the right screw (a 1/4″-20) that would go through this piece and into the tripod holder on the pico projector dock, as well as the C-ring to hold it at the right tightness.
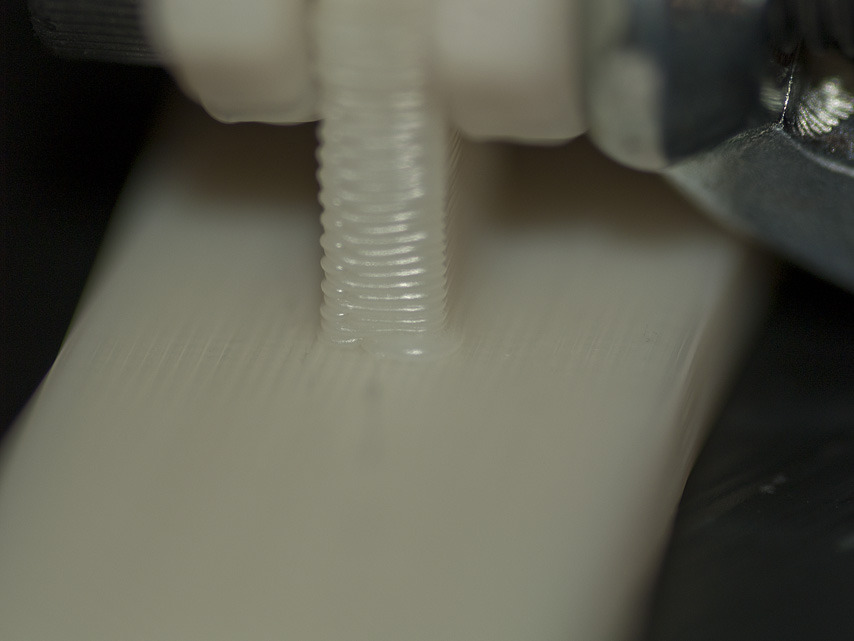
However, you may also notice in some of the shots that there is a slight indentation in two of the layers, and it’s at that point that it appears to be splitting apart. For some unknown reason, when I run the object through ReplicatorG to let Skeinforge slice the object into layers, it does a 100% infill on layers 33 and 34 (see the Pleasent3D screen cap). When these layers print with a solid infill, they contract a little bit and pull the layers in.
It’s almost as if it thinks there are two distinct objects sitting on top of each other. I’ve checked all my Skeinforge settings, as well as the object in SketchUp and have been unable to come up with any reason why this is happening with this object. I’ve done plenty other objects that are this height or taller without this issue occuring. Weird.
However, it’s what would end up being “the great learning experience of the day” that makes me more happy with my Thing-o-Matic and also re-affirms that I can be such an idiot at times. Here’s the scoop.
After I had 3D printed my earbud wire holder thing, I got things ready to roll on the bracket pieces. In print order, I printed the top bar piece out first because it was the fastest print time of the two objects. It came out great and I started the second piece. I took this bar after it was cool and put the screws through the holes and, as expected, the screws were tight. They fit in the holes, but I didn’t leave much room for error; my measurements were too accurate.
I noticed that my bracket part had started printing incorrectly — again a small section didn’t stick to the heated build platform and as it was a long, narrow piece it started being pushed around by the extruder and the whole arm was messed up. I stopped the print, adjusted the Z-height in the motherboard settings dialog, and realized that I had sliced this object with the faster speed setting from last week. I decided that I would slow it back down and get back to the way things were when I started printing (slower, but precise). I generated some new gcode and started the print job.
Since I was watching closely to make sure that the first layer was going stick to the heated build platform, I immediately noticed something was different with this print. I let it go a few layers trying to figure out what it was. I realized that I had left the Print-o-Matic setting for “number of shells” at 0 (zero) after the tiny earbud wire piece. The tooltip clearly states you should set this to 0 for pieces with thin features; the earbud wire piece certainly fit this description. So the difference in this print was that it was only going around the outside edges once, instead of the normal twice.
Wait a sec! What if this is why all of my prints for as far back as I can remember always had really tight tolerances? After all, this has been set to 1 (one) since the first day. I think. Have I had this set incorrectly all along?
While letting the bracket part finish it’s thing, I generated new gcode for the top bar piece with a zero value for number of shells. When the bracket was done, I pulled it off the platform and started printing another copy of the bar.
With the top bar printing, I put the horizontal screw threw the holes and what do you know?! The screw went in cleanly and not tight; it wasn’t loose either, it seemed just right. With the top bar piece only taking 18 minutes, it wasn’t long before I was able to pull the new print off and put the screws threw the holes. They both fit perfectly!
I went back to ReplicatorG and looked at the Print-o-Matic dialog again, and the tooltip for the “number of shells” textbox. It struck me that all along I’d been reading this option incorrectly. “Number of shells to add to the perimeter of an object” [emphasis mine]. It turns out that this option isn’t really “number of shells”, but rather “number of extra shells”. D’oh!
I’ve thought back to all of my recent prints where I’ve thought I’ve measured just a little too exactly and made things fit tight, and how I’ve just always had left this setting alone at one. I can’t wait to try some of the old pieces with this “new” value — especially my shelf pin, as those have fit in bookcase holes really tightly in a majority of cases.
Learn something new everyday, which rocks!
